Кровельные клещи
Такой инструмент, как кровельные клещи, используют при сборке металлических листов, когда нужно загибать кромки листов. Клещи могут быть прямые, полукруглые и кривые. Первые имеют плоские широкие губки, благодаря которым не повреждается цинковый слой металла. Они нужны при устройстве дымовых труб, вентиляционных и слуховых отверстий. Полукруглыми клещами выполняют многие операции, например окантовку гребней, отгибы различных видов, отделку фасонных элементов кровли, разборку желобов и покрытий для их ремонта. Кривые клещи необходимы для сборки кровли на труднодоступных участках.
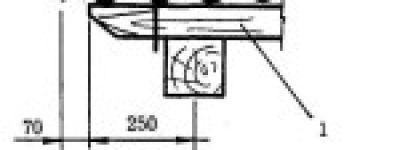
Кромкогибщик
Для загибания стоячих фальцев применяют кромкогибщик, имеющий в середине продольную прорезь высотой от 25 до 35 мм.
Заклепочник
Инструментом пользуются при сращивании листовых деталей.
Как зажимные приспособления используют: тиски, которые могут быть параллельные и стуловые.
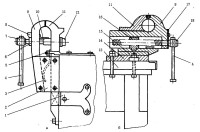
Тиски:
- а — стуловые;
- б — параллельные;
- 1 — лапа для крепления тисков к верстаку;
- 2 — боковина;
- 3 — пружина;
- 4— рычаг;
- 5 — планка для крепления тисков к верстаку;
- 6 — шайба;
- 7, 18 — стяжной и червячные винты;
- 8, 10 — козырьки;
- 9 — подвижная губка;
- 11 — неподвижная губка;
- 12 — втулка;
- 13 — верстак;
- 14 — нижняя плита;
- 15 — поворотный круг;
- 16 — гайка;
- 17 — крышка
И параллельные, и стуловые тиски состоят из подвижной и неподвижной губок и рычагов для вращения винтов. Тиски закрепляют на верстаке.
Инструменты для опиливания: различные разновидности напильника.
Напильники
При опиливании (выборки верхнего слоя с поверхности детали) используют напильники различных видов. Каждый напильник имеет на своей рабочей поверхности насечки, благодаря которым он может снимать слой металла. Напильники состоят из носа, тела, пятки и хвостовика. Они бывают различного сечения, например квадратного, прямоугольного, полукруглого, круглого, треугольного. Напильники с такими сечениями называют обыкновенными. Напильники с квадратным сечением нужны для обработки поверхностей прямоугольной формы. Напильники с прямоугольным сечением — универсальные, ими можно доводить практически любую поверхность, включая и фасонную. Напильники с полукруглым сечением предназначены для работы с вогнутыми поверхностями. Напильники с треугольным сечением — для доводки отверстий с треугольным сечением и углов, с круглым сечением — для круглых отверстий.
Есть еще и специальные напильники, сечение которых может быть ромбовидным, овальным или в виде меча.
Выпускаются напильники с одинарной и двойной насечкой. Напильником с одинарной насечкой выполнять опиливание сложнее, потому что он снимает слой металла в виде стружки, в то время как напильник с двойной насечкой измельчает стружку, превращая ее в опилки.
Опиливать металлическую поверхность можно двумя способами: чистовым и черновым. Опиливание первым способом проводится личным напильником длиной от 125 до 450 мм, опиливание вторым способом — драчевым напильником длиной также от 125 до 450 мм. Затем обрабатываемую поверхность доводят бархатным напильником длиной от 125 до 250.
Напильники предназначены также для отделки пазов, зазоров, канавок, плоскостей. Кроме этого, с их помощью деталям из металла можно придать необходимую форму или размеры, обработать кромку деталей и т. д.
Для того чтобы правильно опилить деталь, опиливание выполняют перекрестным способом, т. е. сначала движения напильником делают слева направо, а затем справа налево. Чтобы проверить ровно ли опилена деталь, прикладывают к поверхности детали линейку или угольник: если между линейкой и плоскостью нет просветов, то все сделано правильно.
В том случае, если во время кровельных работ вам понадобится сделать отверстия, то это можно сделать при помощи сверл, зенковки, зенкера и пробойника.
Сверла
Отверстия выполняют путем сверления. Для этого используют сверла в виде спиралей, дрели (ручные и электрические), буравчики и т. д.
Сверло имеет рабочую часть, которая делится на режущую и цилиндрическую, хвостовик, который помещается в шпиндель (вращающийся вал с приспособлением для закрепления сверла и т. п.) станка, и лапку.
Чтобы в процессе работы стружки отлетали в сторону, в цилиндрической части сверла делают две винтовые канавки, по краям которых располагаются ленточки. Ленточки нужны для того, чтобы уменьшить трение сверла о кромки отверстия.
Другая, режущая, часть сверла выполнена в виде конуса, на котором располагаются три кромки: две режущих и одна поперечная. В зависимости от того, из какого металла изготовлена деталь, угол заточки сверла делают от 110 до 150°.
Хвостовик сверла может быть цилиндрической и конической формы. Первый закрепляется в шпинделе станка кулачковым патроном, второй держится в шпинделе из-за трения между переходной конусной втулкой и конусом самого хвостовика.
Лапка сверла нужна для упора при извлечении сверла из патрона или гнезда.
В процессе работы сверло, вращаясь, снимает стружку с металлической поверхности и продвигается вдоль оси вращения, постепенно углубляясь внутрь детали.
Если углы режущей кромки сверла быстро становятся тупыми, то это говорит о том, что скорость вращения слишком большая и ее следует уменьшить. Сделать это можно только после полной остановки привода. С электродрелью работают в резиновых перчатках или во время сверления одной ногой стоят на резиновом коврике. Если становятся тупыми сами кромки, то это признак слишком сильной подачи. Чтобы сверло служило как можно дольше, не крошилось и не ломалось, подачу в конце высверливания всегда уменьшают.
Наилучшего результата при сверлении можно добиться при достаточно большой скорости вращения и небольшой подаче.
В процессе работы сверло время от времени охлаждают водой, но ни в коем случае не мокрой ветошью. Вращающиеся элементы сверлильных машин, как ручных, так и электрических, регулярно смазывают машинным маслом. Кроме этого, постоянно обращают внимание на состояние провода электродрели.
После завершения сверлильных работ стружку тщательно собирают веником и выбрасывают.
Зенковка
Такой инструмент, как зенковка, служит для отделки углублений цилиндрической или конической формы, а также фасок высверленных отверстий под головки винтов, болтов и заклепок. Зенковка может быть цилиндрической и конической. Первая состоит из хвостовика, рабочей части, у которой может быть от 4 до 8 зубьев, и направляющей цапфы, опускающейся в высверленное отверстие, благодаря чему происходит совмещение оси отверстия и полученного зенковкой углубления. Вторая также имеет хвостовик и рабочую часть. Чаще всего применяют зенковки с углом конуса 120°, 90° и 60°.
Зенкер
Зенкер служит для доводки отверстий, полученных различным способом, например штампованием, ковкой, сверлением или литьем. Зенкер напоминает сверло. Но если сверло имеет две режущих кромки, то у зенкера их три или четыре. Хвостовик зенкера зажимают в патроне.
В том случае, если отверстие будет высверливаться сверлом, а затем будет доводиться зенкером, то диаметр сверла должен быть меньше, чем диаметр готового отверстия.
Пробойник
Пробойник используют для проделывания отверстий.
Заточка инструментов
Для того чтобы работы были качественными, чтобы на их выполнение не уходило слишком много сил, следят за состоянием всех инструментов. Прежде всего обращают внимание на то, как они заточены.
Для заточки инструментов используются точило, брусок, оселок и напильник.
Точило
Этим инструментом точат лезвия режущих инструментов. Он выпускается различной формы и зернистости. От крупнозернистых точил на затачиваемых инструментах остаются зазубрены и царапины. Мелкозернистые точила удаляют их, делая лезвие острым и гладким.
При заточке зубила, стамески, рубанка круглым точильным камнем камень направляют навстречу лезвию. В процессе работы следят за положением острия, которое должно полностью лежать на точильном камне. Во время затачивания камень регулярно смачивают водой, чтобы избежать отжига стали инструмента.
После того как острие заточили, его немного закругляют. Это делают для того, чтобы во время работы с инструментом на обрабатываемых поверхностях не появлялись зазубрины.
Топор точат на круглом точиле. Для этого фаску инструмента прижимают к точилу и в процессе затачивания следят за тем, чтобы угол заострения не менялся. При этом одной рукой придерживают середину топорища, а другой обух инструмента. Точило направляют навстречу топору. Топор и точило время от времени охлаждают водой. Топор затачивают с обеих сторон. Лезвие доводят на мелкозернистом бруске или оселке, выполняя при этом круговые движения.
Брусок
Брусок, изготовленный из камня-песчаника, используют для грубого затачивания лезвий инструментов. Из-за крупных зерен он достаточно быстро снимает металл. Как и точило, брусок перед заточкой смачивают, а затем закрепляют. После этого фаску инструмента прижимают к бруску и с нажимом водят по нему вперед и назад. Лезвие после заточки бруском доводят на оселке.
Оселок
Оселок применяют для шлифовки лезвия после заточки. Кроме этого, его используют для удаления заусенцев с лезвий инструментов. Лезвие водят по намоченному водой или смазанному машинным маслом оселку, выполняя круговые движения и переворачивая лезвие то одной, то другой стороной до тех пор, пока оно не станет гладким и не приобретет зеркальную, блестящую поверхность.
Напильник
Существуют несколько видов напильников, которые используют для заточки различных инструментов. Трехгранный напильник применяют для заточки пилы. Размер напильника выбирают в зависимости от размеров зубьев пилы.
Перед заточкой зубцы пилы разводят, чтобы они были одинаковой высоты и имели одинаковую ширину развода. Делают это или специальным инструментом (разводкой), или разводными клещами.
Пилу перед заточкой зажимают в тисках таким образом, чтобы зубья выступали над губками тисков примерно на 20 мм. Пилу точат с правой стороны полотна в направлении к левой. При этом на ее зубьях появляются заусенцы, увеличивающие режущие качества инструмента. В процессе заточки следят за тем, чтобы на все зубья приходилось равное количество движений напильника. Зубья пилы перед распиливанием сырой древесины точат и с правой, и с левой стороны.
Хорошо и правильно заточенные сверла позволяют получать качественные и аккуратные отверстия. Заточку сверла, как правило, выполняет специалист, имеющий опыт и знания в этом деле. Для этого он использует надфили или напильники. Окончательную доводку проводит на оселке.
Сверла, предназначенные для работ по металлу, точат на наждачных или корундовых брусках и круглых точильных дисках.
В том случае, если сверло немного затупилось, его подтачивают ножевым напильником, имеющим мелкую насечку. Делают это легкими движениями против часовой стрелки.
Лезвия ножниц затачивают под углом 70-74°. Чтобы значительно уменьшить трение ножей, на лезвиях делают задний угол, равный 2-3°.
Для продления срока службы режущих инструментов их хранят в в защищенном от влаги и пыли месте.