В домашних мастерских нечасто встретишь фрезерный станок с верхним расположением шпинделя. Этот станок не так популярен у столяров-любителей, как другие электроинструменты: электродрель, дисковая пила, электроножовка. Однако тем, кто хотел бы овладеть приемами классической обработки деталей из дерева, без фрезерного станка не обойтись.
Эталон разметки глубины врезания
Хотя миллиметровая шкала на установочном приспособлении и облегчает определение глубины врезания, еще проще сделать это, используя контрольные бруски или кусочки ‘фанеры различной толщины. С их помощью можно без дополнительных измерений установить шайбу и штифт на нужном расстоянии друг от друга.
Для столяра фрезерный станок является важным инструментом, позволяющим выполнять разнообразные фуговочные работы. Это может быть стационарный фрезерный станок с расположенным под столом двигателем. Однако чаще домашний мастер отдает предпочтение фрезерному станку с верхним расположением шпинделя, в ходе эксплуатации которого можно освоить многочисленные производственные операции.
Совершенство конструкции
В сочетании со специальной стойкой для фрезерования и сверления или с фрезерным столом такой станок превращается в стационарно работающий обрабатывающий комплекс, который позволяет с высокой точностью выполнять прежде всего фуговочные операции при обработке кромок досок или плит, а также изготавливать профильные планки. С помощью различных фрез в деревянных деталях вырезаются шлицы, пазы и фаски, формируются кромки, брускам придается новый профиль.
Станком с верхней фрезой можно обрабатывать детали для соединения на шип или в шпунт и гребень, вести фуговку деталей различного назначения. При этом обеспечивается высокая точность их обработки и соответственно сборки. Станок позт воляет фрезеровать сложные декоративные профили и тем самым значительно расширяет возможности художественной отделки мебели собственного изготовления.
В этой главе мы расскажем о способах применения станка с верхней фрезой, о принципах его работы и основных принадлежностях к нему.
Ограничитель
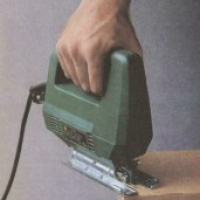
Фрезерная машинка состоит из двух конструктивных узлов: основания и расположенного вертикально над ним приводного двигателя. Эти узлы соединены механизмом подъема, с помощью которого перед началом работы устанавливают фрезу на нужную глубину врезания.
Корпус с закрепленной на нем фрезой опускают до тех пор, пока фреза не коснется поверхности детали. В этом положении корпус с двигателем фиксируют.
Рядом с корпусом размещено установочное приспособление: регулируемый по высоте штифт и расположенная горизонтально шайба с накаткой. Расстояние, устанавливаемое между шайбой и штифтом, определяет, на какую глубину может опускаться фреза относительно поверхности детали.
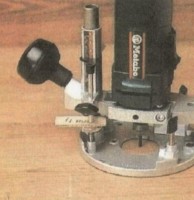
Кусок фанеры толщиной 4 мм помогает установить фрезу точно в заданную глубину обработки.
Параллельные направляющие
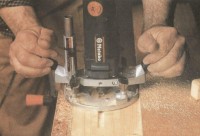
Фрезеруемый в доске или столярной плите паз должен быть прямолинейным. Если вести фрезу руками, то желаемого результата достичь невозможно. Для верхней фрезы, как и для электроножовки или дисковой пилы, требуется направляющая. Соответствующие параллельные упоры имеются на каждом станке или входят в комплект прилагаемой к нему оснастки. Это — перемещаемые в поперечном направлении приспособления, которые обеспечивают ведение фрезы на одинаковом расстоянии от края заготовки или от закрепленного на ней упора.
Для точного ведения фрезы предназначены также ролики, которые движутся по кромке обрабатываемой детали и тем самым обеспечивают продвижение фрезы на неизменном расстоянии от края детали. Такие ролики используются главным образом для фрезерования деталей с колеблющимися кромками.
Для фрезерования паза посередине заготовки большого формата такие приспособления применять уже нельзя. В этом случае со станка снимают упоры и струбцинами прижимают к детали фанерную полосу, которая и послужит для фрезы направляющей.
Дополнительный контроль
Все перечисленные выше приспособления не позволяют фрезе отклоняться, но лишь в одну сторону, поскольку сам станок легко отводится от упора. Если не следить за этим, то, несмотря на вспомогательные упоры, паз может получиться нечистым, а значит, деталь окажется испорченной. Поэтому при ведении фрезы деталь следует постоянно слегка прижимать к упору. При обработке деталей с колеблющимися (шатающимися) кромками следует обращать внимание на то, чтобы ось «направляющий ролик — фреза» всегда находилась строго перпендикулярно к кромке. Очень важно регулировочные винты различных упоров перед началом работы затянуть до отказа, и в процессе работы степень затяжки необходимо периодически проверять. Вибрация очень быстро работающего двигателя способна ослабить винты. В результате в процессе фрезерования расстояние между фрезой и направляющей линейкой может незаметно меняться.

В зависимости от характера изделия и обработки параллельный упор либо цепляют за направляющую планку, либо прижимают к ней сбоку.

Оснащенный шарикоподшипниками ролик перемещается вдоль кромки детали и удерживает фрезы на заданном расстоянии от кромки с точностью до миллиметра.

Упрощенный вариант направляющего ролика: его положение, как и положение ролика, показанного выше, регулируется по высоте.
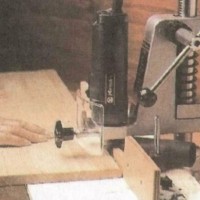
По кривой
Чтобы параллельный упор мог служить направляющей при криволинейном фрезеровании (для формирования круглых или дугообразных пазов), он должен иметь отверстие для вставки центрирующего штифта, который затем вбивается в поверхность детали — как острие циркуля, что позволяет вести фрезу точно по кругу.
Большие радиусы
Некоторые модели фрезерных машинок наряду с прямолинейной оснащены круговой направляющей, которая используется с центрирующим штифтом и позволяет вести фрезерование по кругу большего диаметра. Для обработки деталей по кругу с малым радиусом — до 15 мм — в основаниях большинства машинок предусмотрены отверстия для центрирующего штифта, который таким образом можно устанавливать.
Некоторые штифты снабжены очень острым концом, след от которого после обработки детали совершенно незаметен, если в этом месте древесину пропарить. Для других штифтов нужно высверливать отверстия диаметром в несколько миллиметров.
Направляющая не нужна
Специальная круговая направляющая не нужна, если надо вырезать паз, параллельный кромке детали, имеющей круглую форму, или придать кромке такой детали профиль: тогда фрезу ведут по круговой траектории, используя параллельный упор.
Фрезе задает направление вставленный в параллельный упор и затем вбитый в дерево центрирующий штифт. Так формируются круглые и дугообразные пазы.
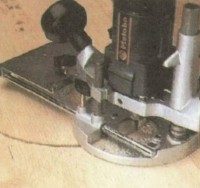
Угловой упор
Фрезерные станки с верхним расположением шпинделя и соответствующий фрезерный инструмент применяются не только для обработки поверхностей досок, плит или реек. Те, кто работает с цельной древесиной и предпочитает «классические» соединения, могут использовать станок и для обработки кромок досок. Например, с помощью пазовой дисковой фрезы в кромках можно выбирать узкие пазы для сплачивания двух досок или плит посредством узких вставных шипов. Чтобы при перемещении фрезы по узкому ребру получался чистый и ровный паз, нужна специальная направляющая — точный угловой упор. Он устанавливается на основании фрезерного станка и образует с ним прямой угол. Это приспособление обеспечивает точное ведение фрезы как по поверхности, так и по кромке обрабатываемой детали.
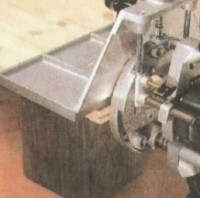
Регулировка упора
Угловой упор можно устанавливать с учетом толщины обрабатываемой детали, что позволяет выбирать участок прохода фрезы по ребру детали, то есть фрезу можно вести точно посередине кромки или ближе к поверхности.
Опорная пластина бокового упора должна постоянно прилегать к наружной стороне заготовки, для чего пластина снабжена ручкой, с помощью которой ее прижимают к детали. В процессе работы основание фрезерной машины прижимают свободной рукой к кромке детали, которую в данный момент обрабатывают.
Благодаря широкому упору фреза перемещается параллельно к плоскости заготовки и перпендикулярно к кромке.
На стойке
Несмотря на использование разнообразных упоров, ручное управление фрезерной машинкой не всегда эффективно — особенно при формировании профилей на кромках деталей. Если же машинка установлена на фрезерной стойке и деталь подводится к фрезе, то профили получаются более чистыми.
Переоборудование
С этой целью можно использовать стойку для дрели. Оснастка стойки позволяет закреплять корпус фрезерной машинки на нужной высоте. В результате деталь можно вести через фрезу в продольном направлении.
Но, разумеется, использование специальной фрезерной стойки более эффективно. Эта стойка и прилагаемые к ней приспособления обеспечивают максимальную точность установки фрезы и соответственно обработки детали.
Стабильное положение
Размеры обрабатываемой детали, будь то доска или столярная плита, должны соответствовать размерам столешницы рабочего стола, на котором закреплено фрезерное устройство. Важно, чтобы деталь в процессе фрезерования постоянно сохраняла стабильное положение, ни в коем случае не качалась, иначе паз или боковой профиль будут дефектными или, по меньшей мере, неточными.
Наряду с различными установочными приспособлениями в комплект оснастки фрезерной машинки входят стружкоулавливатель и конструктивные элементы, обеспечивающие безопасные условия работы.
Фрезы для пазов и профилей различной формы
Изготовители портативных фрезерных станков с верхним расположением шпинделя и фрезерных комплексов, работающих в стационарном режиме, предлагают буквально сотни фрез — разных по форме, размерам и качеству исполнения. Это и обычные шпоночные фрезы из быстрорежущей стали повышенной стойкости (таких более двух десятков типоразмеров), и твердосплавные фрезы для выборки пазов шириной от 2 до 22 мм (около 30 типоразмеров). Словом, ассортимент фрезерного инструмента очень широк, и важно не ошибиться при его подборе.
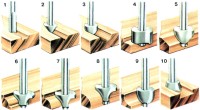
На приводимых ниже рисунках показаны наиболее распространенные фрезы и формы профилей, которые этими фрезами формируются. Начинающим осваивать фрезерные работы на первых порах достаточно иметь пазовую (шпоночную) фрезу (1), фасочную фрезу (5), фрезу на четверть окружности (6 и 7) или закруглитель-ную (8) и шпоночно-шипорезную фрезу (10).
Чаще всего используется пазовая фреза (она входит в оснастку любого фрезерного станка). В дальнейшем можно приобрести 6-миллиметровую пазовую фрезу, которая позволяет выполнять пазы шириной более 6 мм только за два и более проходов.
В основной набор перечисленных выше видов фрез стоит включать фрезы самых малых и среднего размеров. Фрезы других видов и размеров приобретайте лишь в случае особой необходимости, поскольку стоят они недешево. Самые дорогие — твердосплавные фрезы, однако они и самые износоустойчивые, что нужно учитывать при комплектовании набора режущего инструмента.
Следует также иметь в виду, что портативные фрезерные станки оснащены цанговыми патронами различных типоразмеров, которым должны соответствовать хвостовики используемых фрез. Стандартный диаметр хвостовика — 6 и 8 мм; но бывают фрезы, у которых диаметр хвостовика равен 6,35 мм.
Для обработки деталей из цельной древесины достаточно иметь фрезы из быстрорежущей стали повышенной износоустойчивости.
Если приходится часто обрабатывать древесно-стружечные плиты без покрытия или с облицовкой из пластика, то для этих целей больше подойдут фрезы из твердых сплавов. Исключение составляют специальные фрезы для формирования профильных кромок. Эти фрезы применяют только для обработки деталей из массива дерева.
Золотые правила
За один рабочий проход фрезой не выбирайте паз глубже 5 мм. Если нужен паз большей глубины, сделайте еще одну или две выборки, предварительно отрегулировав положение фрезы. Машинку необходимо вести плавно! Если фреза идет слишком медленно, дерево нагревается и меняет цвет. При чрезмерно быстром перемещении фрезы края профиля или паза получаются неровными, с бахромой.
Пазовая (шпоночная) фреза (1);
фреза для выборки V-образных пазов (2);
галтельная фреза (3);
фреза на шарикоподшипниках с заходной шейкой для выборки фальца (4);
фасочная фреза с заходной шейкой (5).
Основные виды фрез для формирования профильных кромок
Слева направо: фрезы для выборки четверти окружности (6 и 7), закруглительная фреза (8) и галтельная с заходной шейкой (9), шпоночно-шипорезная фреза (10).