Существуют два способа пайки — твердым и мягким припоем. Выбор нужного способа определяется характером нагрузки, которую будут испытывать спаянные детали. Если соединение будет подвержено сильной нагрузке, то используется твердый припой. Когда пайка твердым припоем выполнена с соблюдением правил, материал в месте соединения при нагрузке гнется, но не разрывается. Температура плавления применяемого припоя в большинстве случаев ниже температур плавле — ния металлов, из которых состоят детали. Jo есть их соединение — это не результат плавления металлов, как при сварке: соединение происходит в процессе поверхностного легирования контактных участков припоем.
Паять мягким припоем можно паяльником и пламенем при температуре от 180 до 400°С. Для пайки твердым припоем требуется значительно больший нагрев — свыше 450°С. Достичь такой температуры можно только мощной горелкой.

Под пайкой подразумевается неразъемное соединение металлических деталей с использованием связующего вещества — припоя. Важное значение придается правильному выбору припоя и температуре пайки: без этого соединение не получится.

Огнеупорный стол для пайки
Лужение
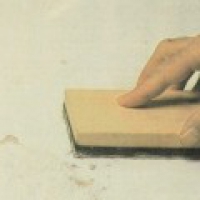
Чтобы оловянный припой лучше прихватывал детали, наносите паяльную пасту на обе контактные поверхности, которые желательно начистить до блеска.

Окуните конец разогретого паяльника в паяльную пасту. Это предупредит «приклеивание»оловянного припоя и окисленного шлака к паяльнику и тем самым уменьшит его накал.

Теперь равномерно нагревайте контактную поверхность паяльником и прижимайте припой так плотно, чтобы он слегка расплывался. Не допускайте образования капель.
Соединение

Лучше сначала прихватить детали двумя точечными припоями. Подайте припой на предварительно нагретые точки верхней детали и поместите ее на нижнюю.

Держите детали в нужном положении и разогревайте точки соединения. При достижении определенной температуры припой начинает расплываться — детали прихвачены.
После этого нетрудно окончательно сформировать непрерывный паяный шов. Ведите паяльник вдоль стыковки деталей с наклоном, чтобы увеличить площадь нагрева.
Соединения, паянные мягким припоем

По возможности применяйте паяные соединения внахлест — это увеличивает площадь пайки и укрепляет соединение. Складывайте детали вместе так, чтобы щель между ними была равна 0,1-0,5 мм.
Соединения, паянные твердым припоем

При пайке твердым припоем остается более толстый шов, чем при пайке мягким припоем. Следует подавать много твердого припоя, чтобы быть уверенным, что он проходит повсюду. Паяный шов затем зачищается напильником.
Пайка трубы
Паять трубы из листового металла непросто: скрученный лист коробится при нагревании и стремится вернуть себе первоначальную форму. Поэтому здесь важны точная фиксация и равномерный нагрев.
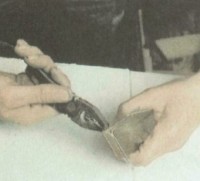
Вспомогательный фиксирующий инструмент должен обеспечивать сильное зажатие и в то же время быть узким.
Широкий захват непосредственно в месте шва нарушил бы округлую форму трубы.
Паяльник большой мощности равномерно прогревает два лежащих друг на друге края листа. Экономно расходуйте оловянный припой: он должен только поплыть!

Подготовку к пайке также начинают с лужения. Поскольку лист соединяют внахлест, то один его край лудят с верхней стороны, другой — с нижней.

Фиксировать положение скрученной из листа трубы лучше струбциной. Нужно только нанести немного припоя снаружи, он протечет между краями листа и схватит их.
Пайка мягким припоем с помощью пламени
Пайку мягким припоем с использованием пламени целесообразно применять в случаях, когда необходимо соединить относительно толстые или крупные детали. Разогреть пламенем их можно быстрее и равномернее, чем паяльником.
Для пайки мягким припоем пригодны почти все металлы и их сплавы. Нельзя паять легкие металлы, например алюминий. Существуют припои, предназначенные для конкретных материалов или для соединения различных металлов. Прежде чем приобретать припой, поинтересуйтесь у продавца, какой лучше подойдет для выбранного вами материала и способа соединения.
Основным условием надежного соединения пайкой является чистота контактных поверхностей. Антикоррозионную смазку или посторонние наслоения, оставшиеся на поверхностях, выжигают пламенем. Однако из-за относительно низкой температуры при пайке мягким припоем (180-400°С) это достигается не всегда. Поэтому встык можно паять только декоративные соединения, так как они не испытывают больших нагрузок. При наличии механических нагрузок следует соединять внахлест.
Меры предосторожности
Проводя паяльные работы, обеспечьте хорошую вентиляцию помещения. Дело в том, что припой, в составе которого есть и тяжелые металлы, при разогревании и плавлении выделяет ядовитые пары. Они, как и испарения разогретого флюса, вредны для здоровья. Вести пайку следует в защитных очках и на безопасном расстоянии от возгорающихся материалов.
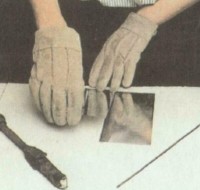
Такое угловое соединение встык лучше предварительно закрепить проволочными фиксаторами: это облегчит пайку непрерывного шва.
Нагрев
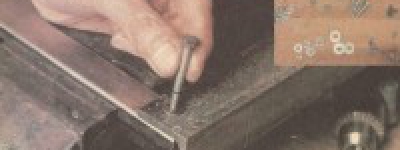
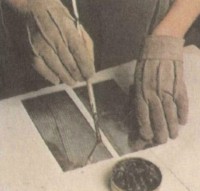
Очищенные до блеска металлические детали прилаживают друг к другу. Рабочие перчатки предупреждают попадание на поверхность жирных пятен.

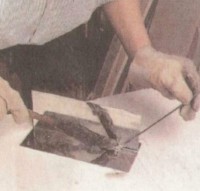
Разогревайте детали равномерно. Горелку держите под небольшим углом к поверхности. В целях безопасности придерживайте детали деревянным бруском.

Обработку пламенем ведите от края к середине. По изменению окраски, особенно заметному у медных и латунных листов, можно видеть, как постепенно нагревается лист.
Подготовка
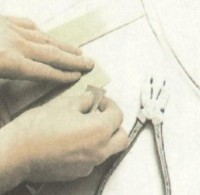
Чтобы соединение было безупречным, отшлифуйте контактные участки деталей наждачной бумагой до блеска.
Закрепить перед пайкой соединяемые детали в нужном положении поможет обычная проволока, которую надо согнуть соответствующим образом.
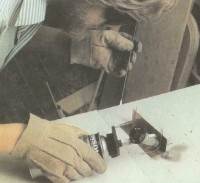
Чтобы предохранить контактные участки деталей от нового окисления, перед пайкой окуните разогретый оловянный припой в порошок нашатыря — это отличный материал для флюса.
Пайка твердым припоем с использованием пламени
Для соединения твердым припоем пригодны все металлы, включая бронзу и чугун. Этим способом можно соединять и такие разные материалы, как сталь и латунь.
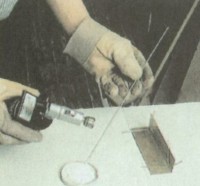
Процесс пайки твердым припоем мало чем отличается от пайки мягким припоем, только в первом случае работа выполняется при более высоких температурах нагрева. Для небольших тонкостенных деталей подойдет газовая паяльная лампа.

Проволокой фиксируют только положение вертикально стоящей детали. Проволоку сгибают таким образом, чтобы участок пайки оставался свободным.

Производите нагрев, медленно продвигаясь от края нижней детали к участку соединения: так вы сможете предупредить сдвиг деталей по отношению друг к другу.
Подавайте припой понемногу, чтобы паяный шов получился аккуратным.