Сваркой называется способ соединения материалов посредством нагрева или давления — или же того и другого вместе. В отличие от пайки при сварке обе детали и применяемые вспомогательные материалы нагреваются в местах соединения до температуры плавления, а затем свариваются. Этот процесс предполагает, что металлы плавятся примерно при одинаковой температуре.
То же самое относится к сварочным пруткам. Они делятся на несколько классов сварочной стали. Малоопытному сварщику рекомендуется работать с прутками из стали II-IV классов. Некоторые прутки покрыты таким толстым слоем обмазки, что сварка в направлении снизу вверх невозможна, так как при этом образуется большое количество шлака. Для работы с прутками нужны определенные навыки.
Существует множество способов сварки. Мы представим вам три самых распространенных: автогенная или газовая, электрическая и газоэлектрическая (в среде защитного газа). При первом способе теплоту плавления создает пламя, при втором — электрический ток, при третьем — тоже электрический ток, но здесь дополнительная оболочка из защитного газа препятствует образованию шлака.
Обращение с газовой горелкой и электросварочным аппаратом требует навыка, обдуманных действий и твердой руки. Как следует поупражняйтесь, прежде чем приступать к делу.
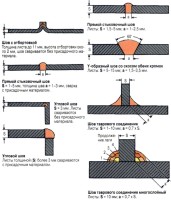
Соединения
Регулировка
При сварке стали пламя нужно регулировать клапаном на рукоятке. Внутренний конус пламени должен быть белого цвета, иметь длину 8-10 мм и гореть равномерно. Избыток кислорода (пламя слишком яркое и «горячее») ведет к пережогу сварного шва и образованию шлаковых включений; избыток ацетилена (пламя слишком «жирное») — к отгибу шва вверх — он становится ломким.

Зажигание: сначала нужно открыть кислородный клапан, затем — газовый и лишь тогда зажечь горелку.

Слишком длинное пламя: сварной шов обугливается. Маховичком нужно уменьшить подачу газа.

Выход пламени отрегулирован оптимально: внутренний белый конус пламени имеет длину 8-10 мм.
Работа с пламенем: автогенная сварка
Температура плавления, необходимая для того, чтобы обеспечить сварному соединению прочность, создается пламенем. В качестве горючего обычно применяют смесь ацетилена с чистым кислородом. Этими газами заполняют под давлением баллоны разной емкости: 5, 10, 20 и 40 л.
Поскольку баллоны заполняются под большим давлением (кислородом — при 200 бар, ацетиленом — при 15 бар), при транспортировке необходимо закрывать их клапаны крышками. При отборе газа баллоны должны находиться в стоячем положении. Это особенно важно для баллона, который заправляется ацетиленом. В нем всегда имеется небольшое количество жидкого ацетона. Он не должен вытекать, иначе горелка начнет «плеваться». Для отбора газов из баллонов служат двухступенчатые редукционные клапаны, которые запираются: у синего баллона с кислородом — накидной гайкой, у желтого с ацетиленом — хомутиком и натяжным болтом. Перед монтажом редукционных клапанов проверьте, в порядке ли уплотнения!
Шланги для подачи ацетилена и кислорода с помощью накидных гаек присоединяются к ручке горелки. Как и баллоны, шланги обозначены цветом: красный — для ацетилена, синий — для кислорода. Гайки различаются резьбой: левая резьба — для ацетилена, правая — для кислорода.
Плотность присоединений проверьте следующим образом: сначала откройте и сразу же закройте клапаны отбора на баллонах. Следите за показаниями манометра: давление остается постоянным — все в порядке, можно устанавливать рабочее давление посредством винтов с закруткой на редукционных клапанах. Рабочее давление для кислорода — 2,5 бар, для ацетилена — от 0,25 до 0,8 бар. Используемое давление обычно выгравировано на смесительной насадке и сварочном наконечнике горелки.
По мере расходования горючей смеси давление в баллонах снижается, поэтому необходимо периодически производить регулировку — повышать давление до нужного уровня.
Правильное расстояние
Сварку ведут внутренним конусом пламени (наружный конус служит для укрытия расплава и препятствует проникновению воздуха). Сначала немного нагрейте весь шов. Затем придвиньте вершину внутреннего конуса пламени близко (расстояние 2-4 мм) к кромкам шва и расплавьте их.
Теперь другой рукой направьте капающий пруток в образовавшийся расплав и прихватите детали в нескольких точках. При формировании непрерывного сварного шва постоянно должны плавиться обе его кромки и вспомогательный материал (сварочный пруток). А это значит, что для автогенной сварки нужна твердость обеих рук. Если расплавленный металл протекает сквозь шов или в шве образовалась дыра, то следует увеличить расстояние между пламенем и деталью и, возможно, установить более мягкое пламя.
Существуют два метода ведения сварки. Левая сварка: расплаву дадут забежать вперед, после чего передвигают горелку справа налево в направлении к прутку. Правая сварка: горелку ведут слева направо, и, чтобы расплав не оказался впереди, пруток направляют вслед за горелкой.
Контактные поверхности свариваемых деталей должны быть очищены от ржавчины, масла, краски и грязи. Для каждой стали нужно использовать соответствующий сварочный пруток.
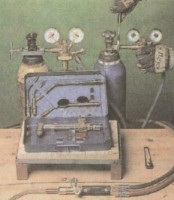
Вам потребуются: горелка с различными соплами, баллоны для газов, редукционные клапаны и зажигалка для газа.

Предварительный нагрев: когда сталь в области шва приобретет равномерную светло-голубую окраску, — значит, точка плавления достигнута.
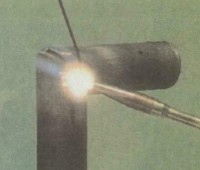
Горелку ведут вдоль стыковочного шва, с прутка падают капли в жидкий расплав.

Готовый и зачищенный круговой сварной шов должен быть абсолютно герметичным. Если он не плотный, вам придется его переделать.
Электросварка
Домашнему мастеру подойдут сварочные трансформаторы с регулировкой сварочного тока в пределах 60-180 А. Этой мощности вполне достаточно для сварки деталей из основных видов конструкционной стали.
Нагрузочная способность
Очень важно, какова нагрузочная способность трансформатора. Это гораздо важнее, чем его максимальная мощность: постоянная мощность трансформатора должна составлять не менее 60 процентов его полной нагрузки при напряжении 220 В как переменного, так и трехфазного тока. Желательна также точная или ступенчатая регулировка тока для оптимального соответствия детали электроду.

В комплект оборудования для электросварки входят трансформатор, электроды и электродо-держатели, клемма массы, а также щиток сварщика с затемненными стеклами.
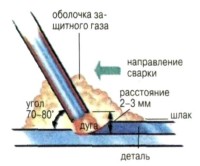
Газовая оболочка, которая образуется при сгорании обмазки электрода, защищает дугу и отстраняет кислород.
Присоединение
Для установки необходимого для сварки тока нужно, чтобы на 1 мм диаметра электрода приходился ток 30-40 А. Установите клемму массы на зачищенном до блеска участке детали и закрепите необмазанный конец электрода в держателе.
Подведите электрод ко шву, не доходя 1-2 мм, и закройте лицо щитком. Зажгите дугу, резко касаясь детали электродом. Кромки деталей в участке стыковки должны плавиться равномерно, расплавленный металл должен ровно заполнять шов.

Клемму массы закрепляют на зачищенном участке. Когда электрод касается детали, дуга зажигается.

Электрод ведут под углом 70-80 градусов к шву; дуга должна быть немного шире, чем диаметр электродного прутка.
Сварной ШОВ
Шов должен заполняться ровно с небольшой «горкой». Дуга должна постоянно находиться впереди расплава. Только так можно избежать попадания шлака в шов и хрупкости сплавленного с кромкой шва материала электрода. Такое соединение не в состоянии сопротивляться нагрузкам и легко ломается. Готовый шов освобождают от шлака и, если нужно, зачищают напильником.

Шлакоснимателем удалите шлаки с охлажденного шва. Не беспокойтесь — соединение выдержит!
Остатки шлака и грязи счищайте проволочной щеткой. Сварной шов выглядит безукоризненно.
Защитный газ
Во время сварки над швом образуется защитная оболочка из углекислого или инертного газа, который подается через сопло горелки (туда он поступает из прилагаемого к аппарату газового баллона). Благодаря такой защите шлак не образуется и участок расплава хорошо виден.
Тонкостенные детали
Этот метод сварки обладает еще одним достоинством: зона нагрева не очень широкая; особо тонкие материалы хорошо свариваются без риска сильного коробления. Отпадает необходимость частой замены электродов, поскольку электродная проволока постоянно подается с рулона.

Полный комплект: трансформатор для сварки в среде инертного или углекислого газа, баллон, клемма, электродная проволока, сопло и щиток.
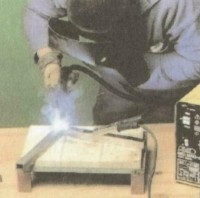
Преимущество сварки в среде защитного газа: сварщик только держит электрод, а электроника аппарата регулирует длину дуги.
Безопасность
Независимо от того, каким способом ведется сварка, эта работа небезопасна, и следует предпринять определенные меры для предупреждения несчастных случаев.
При работе с газовыми аппаратами наибольшую опасность представляет взрывчатая смесь газов и открытое пламя. При электросварке — раскаленный электрод и электрический ток.
К мерам защиты относится соблюдение требований по созданию надлежащих условий работы. Помещение, где ведется сварка, должно хорошо проветриваться, и в нем не должны находиться горючие и взрывчатые вещества, растворители, краски, топливо, дерево, бумага, картон или легковоспламеняющиеся пластмассы. Рабочая одежда должна быть из трудновоспламеняющегося материала. Наденьте под рабочую куртку полотняный халат, а под него — шерстяной пуловер: тогда разлетающиеся раскаленные частицы шлака не смогут причинить вам вреда.
Необходимо выполнять следующие условия:
- Аппараты для автогенной сварки, газовые и кислородные баллоны должны быть абсолютно чистыми, без малейших следов масла или смазки.
- Струю кислорода не следует употреблять для обдувания одежды или деталей: может возникнуть пожар.
- Следите за абсолютной герметичностью всех соединений; после окончания сварочных работ необходимо плотно закрыть клапаны баллонов!
- Перед транспортировкой нужно снять с газовых баллонов (с ацетиленом и кислородом) редукционные клапаны и навинтить защитные крышки!
- Глаза необходимо защитить специальными очками (при автогенной сварке) или щитком с затемненными стеклами (при электросварке). Опасные ультрафиолетовые лучи дуговой электросварки вредно действуют на зрение, если глаза не защищены!
- Применение рабочих перчаток и плотной трудновоспламеняющейся рабочей одежды обязательно.